 |
 |
中間アーバー(ダイヤモンド砥石取り付け治具)を作るところ.手持ちの22mmの長いアルミ丸棒から短いものを切りだす.
|
一番左が最初候補にあげた鉄の丸棒(結局使わず).中央と右は左図のアルミ丸棒からさらに短く切り出したもの.右のものは下孔をあけたところ. |
 |
 |
ネジを切る下孔を卓上旋盤で開けているところ.旋盤は切った端面を削るのと,中心の穴あけに使用.下孔径は8.5mm.
|
下孔をあけたアルミ丸棒にネジを切る.タップは左インチネジのW3/8(Monotaroなどで購入可).アルミなのでそれほど力は要らない.まっすぐにネジを切ることだけに集中.ネジは逆ネジなので,通常と逆の左回りに切ることに注意.
|
 |  |
ということでアーバーが2個完成.アルミ丸棒の直径は22mm.
| アーバーと継ぎ足す寸切りボルトを金ノコで切断して作ったダイヤモンド砥石押さえの軸.構造がわかりやすいようにダイヤモンド砥石を敷かずに写真を撮った.砥石面よりわずかにアーバーの面が下に位置する.
|
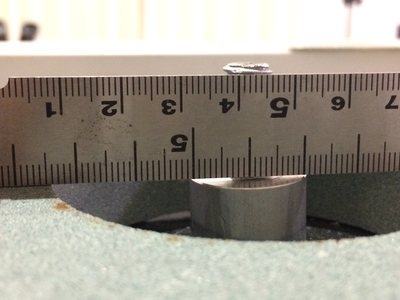 |  |
スコヤを当てたところ.0.5mmくらい隙間があるか.
| さてこれらの部品の組み立て. |
 |  |
組み立て部分は連続Gif画像にしました.クリックしてご覧ください.
| 逆ネジのナットを締めてダイヤモンド砥石取り付け終了.
|
 | 
|
水タンクの取り付けと,水よけの板(百均などで薄いスチロール板を買って切る)の取り付け.水タンクの下に潜り込ませて固定している(クリックして拡大).
|
ダイヤモンドディスク.#180と#400の粒度の違い.かなり使い込んだ
状態.最初は食い込んでいないダイヤモンド粒が表面に多くあって,引っかかりがある状態だが摺るうちに,すぐに取れる粒は取れて平滑な印象に変わる.それ
でも端の部分と中心に近い部分にはまだ引っかかりのある粒が残るので,それを避けて中央部を主に使うようになる.平面性は使っていても変わらないように思
う.
|
 |
 |
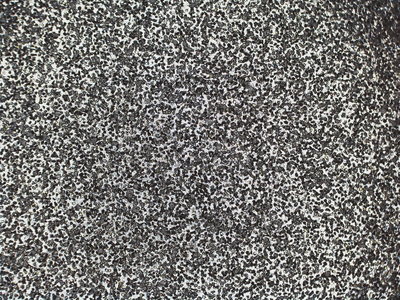
USB顕微鏡によるよく耕された表面の写真.#180.右の#400に比べて粒が大きい.スケールは全幅が約13mm.
|
同じく使い込んだ#400の表面の様子.
|
 |
 |
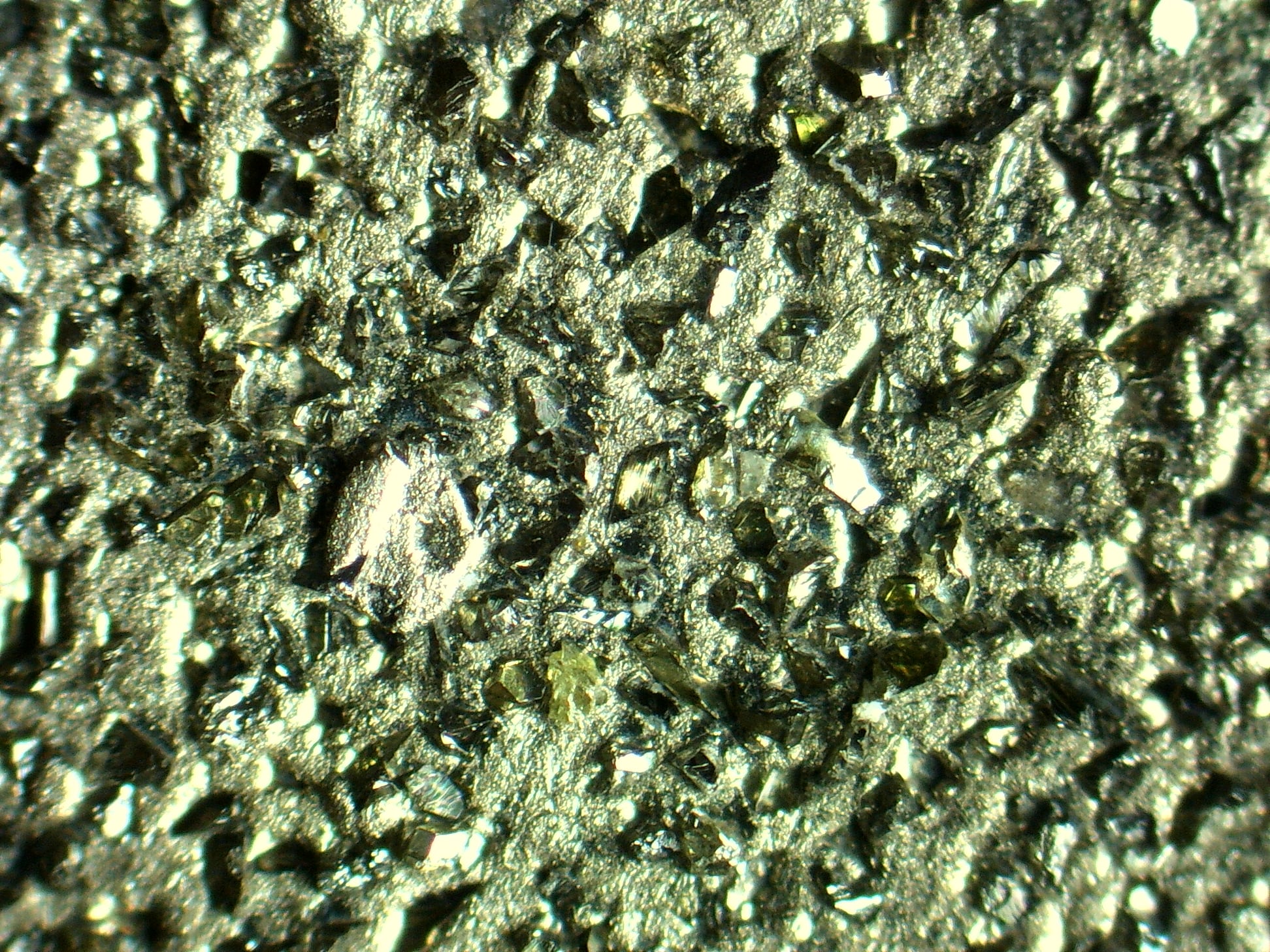
| NikonS型による,拡大写真.幅2.2mm.こちらは粗い方の#180.照明を横から当てている.かなりきれいなダイヤモンドの透明な粒が見えてくる.結晶面のきれいなものもある. |
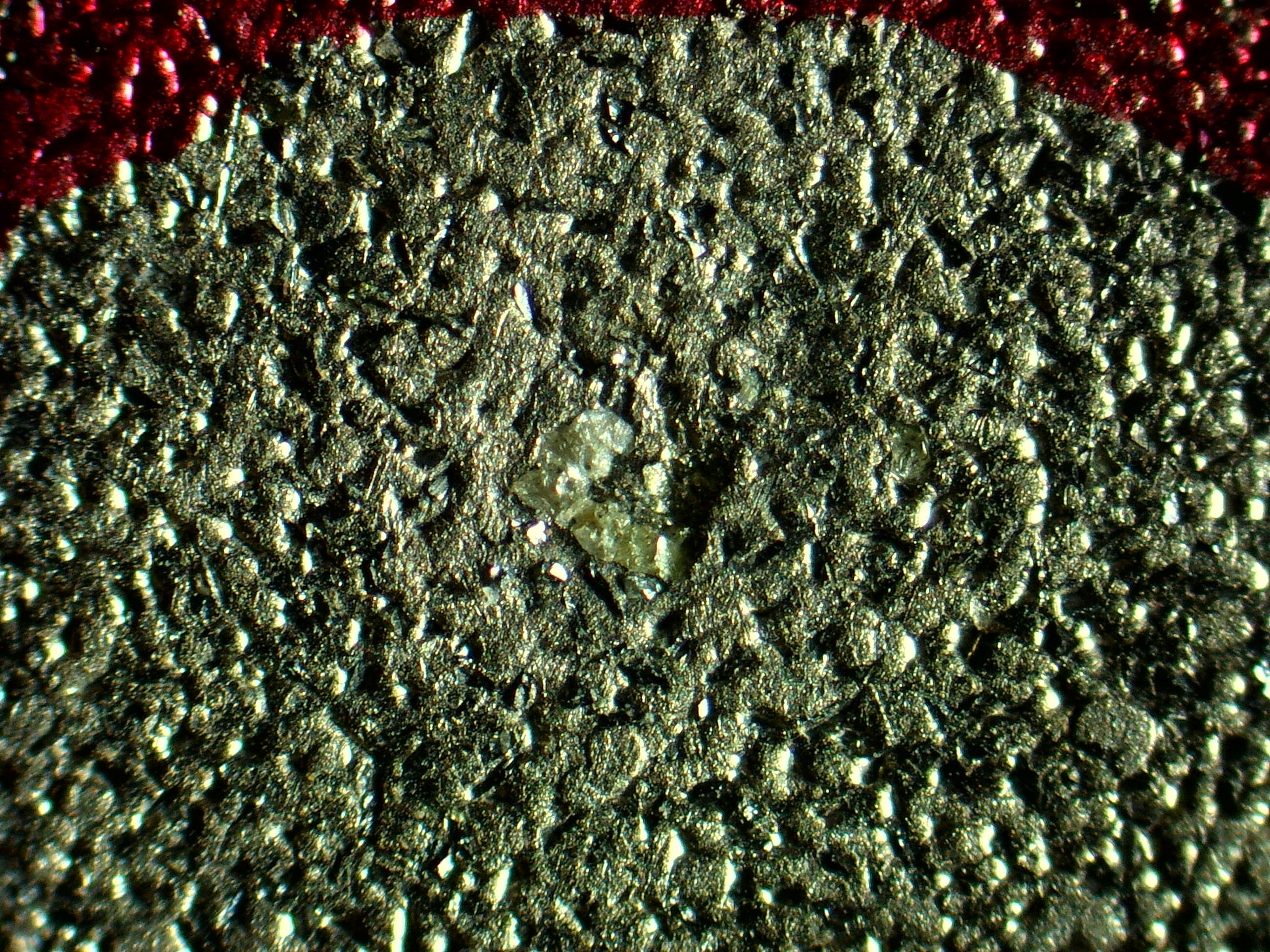
こ
ちらは細かい方の#320の拡大写真.赤いマジックで囲んだ中央に少し大きな粒が見える.これがどうも傷を作っていたようだ.一応原因を発見.明日たがね
か何かで叩いて頭を凹ませようと思っている.ダイヤモンドは叩くと鉄の板にめり込むはず(⇒期待).視野幅は約2.2mm |













